Você sabe como são fabricados os leites fermentados?
Postado em: 22/04/2020 | 3 min de leitura
Escrito por:
A fermentação de alimentos está "retornando" aos mercados ocidentais com uma demanda crescente apoiada pela percepção do consumidor por um método de preservação de alimentos considerado "natural" e "saudável". Os alimentos fermentados estão na intersecção de algumas megatendências que estão definindo os padrões de consumo, como a demanda por produtos "naturais" que proporcionam benefícios adicionais à saúde.
Mas afinal, o que são os leites fermentados?
Leites fermentados consistem em leites adicionados de inóculos e que sofrem uma fermentação ácido lática. Quem é responsável por essa fermentação são as bactérias ácido láticas, que fermentam a lactose produzindo o ácido lático.
As bactérias ácido láticas baixam o pH do leite, promovendo a acidez e, ao mesmo tempo, inibindo micro-organismos deteriorantes. Além disso, essas bactérias produzem bacteriocinas, ácidos, peróxidos, que inibem a proliferação de patógenos no leite.
As bactérias ácido láticas têm outra propriedade muito interessante: competem por sítios de ligação no intestino dos seres humanos e é por esse motivo que elas estimulam o sistema imune.
Leveduras
Além das bactérias ácido láticas, algumas leveduras são utilizadas na fabricação de leite fermentado. As leveduras fermentam a lactose , produzindo etanol e CO2. Elas também metabolizam as proteínas e produzem compostos aromáticos.
O principal produto fermentado por leveduras é o kefir. Noventa por cento do kefir é composto por bactérias ácido láticas, mas 10% é composto por leveduras de mais de 34 espécies.
Leites fermentados
Os leites fermentados são similares, sendo que o mais popular deles é o iogurte. Existem quatro tipos básicos de iogurte: natural, batido, concentrado (iogurte grego) e o frozen iogurte.
Tecnologia do iogurte natural
Até ser transformado em iogurte, o produto passa pelas seguintes etapas tecnológicas:
- pré-tratamento (recepção, seleção, etc.);
- padronização e homogeneização;
- tratamento térmico;
- adição de aromas;
- embalagem e fermentação;
- incubação em estufas;
- refrigeração.
=> Se quiser conhecer mais sobre a tecnologia de produção de outros derivados lácteos, confira o conteúdo completo do curso on-line Tecnologia de leite e derivados lácteos. O curso pode ser adquirido individualmente ou você pode optar por assinar a plataforma EducaPoint, tendo acesso a todos os cursos disponíveis (quase 180!) por um preço único.
Padronização e homogeneização
Normalmente, a gordura é padronizada para os iogurtes entre 0,5% e 10%, embora o mais usual para os iogurtes brasileiros hoje seja entre 0,5% e 3,5%.
Os sólidos não gordurosos também têm um papel fundamental na tecnologia, já que a proporção proteica é fundamental para a firmeza do coágulo. Assim, nessa etapa da padronização, dependendo da quantidade de sólidos, pode haver o aumento dessa porcentagem de sólidos através da adição de leite em pó, caseína, etc.
Tratamento térmico
Depois da padronização e homogeneização, o leite segue para o tratamento térmico. No caso, dos iogurtes, a temperatura usada é entre 90-95oC por cinco minutos. Esse tratamento é feito primeiramente no pasteurizador a placas, indo depois para um pasteurizador em serpentina, exclusivo para iogurtes.
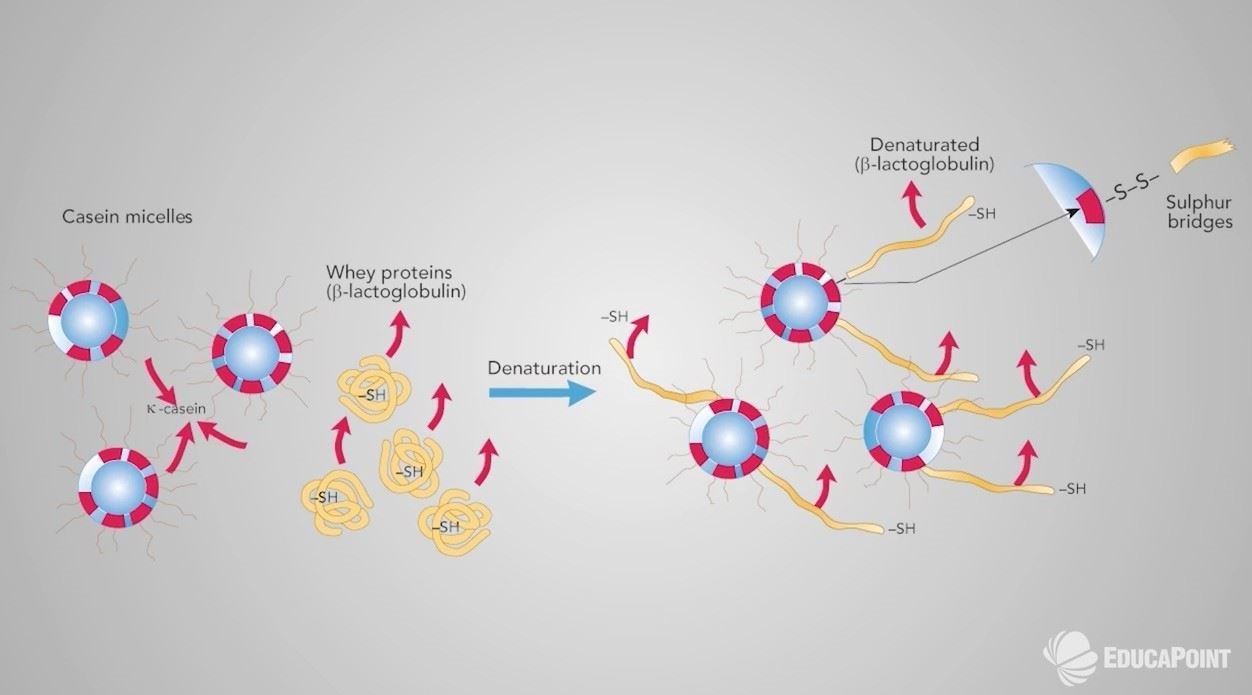
Por que é necessário reter essa temperatura de 90-95oC por cinco minutos? Para que haja a desnaturação das proteínas do soro pois, quando isso acontece, aumenta-se a firmeza do coágulo e diminui-se a sinérese (separação entre a massa do iogurte e o soro).
Adição de cultura e aromas
Nessa etapa, o leite é resfriado a 40-45oC e é quando ocorre a adição de cultura microbiológicas, que promoverão a fermentação. No entanto, vale destacar que a fermentação só ocorre na próxima etapa, dentro da embalagem.
Nos tanques, é feita somente a homogeneização do leite e a adição das culturas.
Depois disso, o leite é colocado nas embalagens, que são fechadas, e seguem para a incubação.

Incubação
Normalmente, a etapa de incubação leva entre quatro a cinco horas a 42-43oC.

Durante a incubação, o pH vai caindo, ocorrendo a acidificação do meio. Com isso, as caseínas vão sendo desmineralizadas, o que favorece a interação entre cargas das caseínas. Assim, diminuem as cargas negativas micelares, o que diminui a força de repulsão entre as micelas de caseína, levando à coagulação.
Quando o iogurte atinge o pH 4,5, finaliza-se a fermentação. Para isso, a temperatura vai caindo gradativamente, de 45oC para 35oC em 30 minutos. Depois, passa de 35oC para 18oC em mais 30 minutos. Finalmente, o produto passa de 18oC para 5oC, o que já acontece na câmara fria.
Aqui termina a tecnologia dos iogurtes naturais.
Iogurtes batidos
A tecnologia dos iogurtes batidos é muito similar. A diferença é que eles não são fermentados nas embalagens, mas sim, em tanques.

Depois, são resfriados, agitados, para depois serem acrescentados polpas, corantes, saborizantes, com a embalagem feita posteriormente.
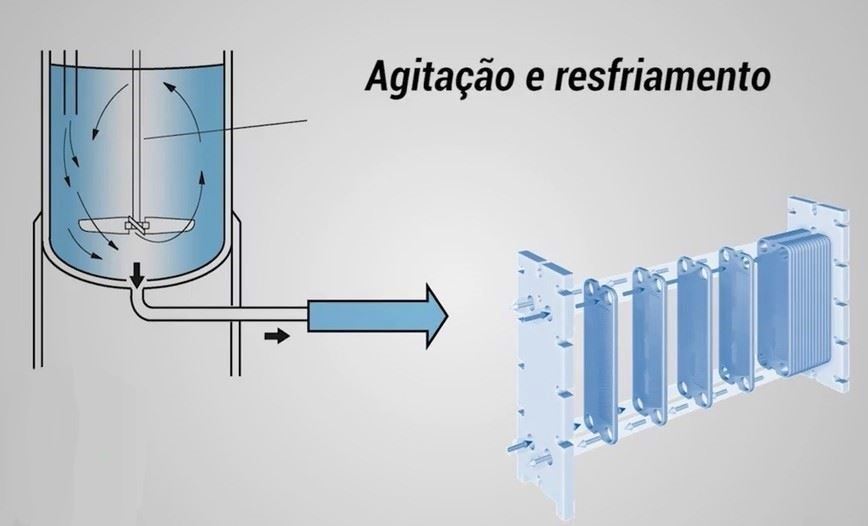

A agitação é feita com esse misturador acima

Mas afinal, o que são os leites fermentados?
Leites fermentados consistem em leites adicionados de inóculos e que sofrem uma fermentação ácido lática. Quem é responsável por essa fermentação são as bactérias ácido láticas, que fermentam a lactose produzindo o ácido lático.
As bactérias ácido láticas baixam o pH do leite, promovendo a acidez e, ao mesmo tempo, inibindo micro-organismos deteriorantes. Além disso, essas bactérias produzem bacteriocinas, ácidos, peróxidos, que inibem a proliferação de patógenos no leite.
As bactérias ácido láticas têm outra propriedade muito interessante: competem por sítios de ligação no intestino dos seres humanos e é por esse motivo que elas estimulam o sistema imune.
Leveduras
Além das bactérias ácido láticas, algumas leveduras são utilizadas na fabricação de leite fermentado. As leveduras fermentam a lactose , produzindo etanol e CO2. Elas também metabolizam as proteínas e produzem compostos aromáticos.
O principal produto fermentado por leveduras é o kefir. Noventa por cento do kefir é composto por bactérias ácido láticas, mas 10% é composto por leveduras de mais de 34 espécies.
Leites fermentados
Os leites fermentados são similares, sendo que o mais popular deles é o iogurte. Existem quatro tipos básicos de iogurte: natural, batido, concentrado (iogurte grego) e o frozen iogurte.
Tecnologia do iogurte natural
Até ser transformado em iogurte, o produto passa pelas seguintes etapas tecnológicas:
- pré-tratamento (recepção, seleção, etc.);
- padronização e homogeneização;
- tratamento térmico;
- adição de aromas;
- embalagem e fermentação;
- incubação em estufas;
- refrigeração.
=> Se quiser conhecer mais sobre a tecnologia de produção de outros derivados lácteos, confira o conteúdo completo do curso on-line Tecnologia de leite e derivados lácteos. O curso pode ser adquirido individualmente ou você pode optar por assinar a plataforma EducaPoint, tendo acesso a todos os cursos disponíveis (quase 180!) por um preço único.
Padronização e homogeneização
Normalmente, a gordura é padronizada para os iogurtes entre 0,5% e 10%, embora o mais usual para os iogurtes brasileiros hoje seja entre 0,5% e 3,5%.
Os sólidos não gordurosos também têm um papel fundamental na tecnologia, já que a proporção proteica é fundamental para a firmeza do coágulo. Assim, nessa etapa da padronização, dependendo da quantidade de sólidos, pode haver o aumento dessa porcentagem de sólidos através da adição de leite em pó, caseína, etc.
Tratamento térmico
Depois da padronização e homogeneização, o leite segue para o tratamento térmico. No caso, dos iogurtes, a temperatura usada é entre 90-95oC por cinco minutos. Esse tratamento é feito primeiramente no pasteurizador a placas, indo depois para um pasteurizador em serpentina, exclusivo para iogurtes.
Por que é necessário reter essa temperatura de 90-95oC por cinco minutos? Para que haja a desnaturação das proteínas do soro pois, quando isso acontece, aumenta-se a firmeza do coágulo e diminui-se a sinérese (separação entre a massa do iogurte e o soro).
Adição de cultura e aromas
Nessa etapa, o leite é resfriado a 40-45oC e é quando ocorre a adição de cultura microbiológicas, que promoverão a fermentação. No entanto, vale destacar que a fermentação só ocorre na próxima etapa, dentro da embalagem.
Nos tanques, é feita somente a homogeneização do leite e a adição das culturas.
Depois disso, o leite é colocado nas embalagens, que são fechadas, e seguem para a incubação.
Incubação
Normalmente, a etapa de incubação leva entre quatro a cinco horas a 42-43oC.
Durante a incubação, o pH vai caindo, ocorrendo a acidificação do meio. Com isso, as caseínas vão sendo desmineralizadas, o que favorece a interação entre cargas das caseínas. Assim, diminuem as cargas negativas micelares, o que diminui a força de repulsão entre as micelas de caseína, levando à coagulação.
Quando o iogurte atinge o pH 4,5, finaliza-se a fermentação. Para isso, a temperatura vai caindo gradativamente, de 45oC para 35oC em 30 minutos. Depois, passa de 35oC para 18oC em mais 30 minutos. Finalmente, o produto passa de 18oC para 5oC, o que já acontece na câmara fria.
Aqui termina a tecnologia dos iogurtes naturais.
Iogurtes batidos
A tecnologia dos iogurtes batidos é muito similar. A diferença é que eles não são fermentados nas embalagens, mas sim, em tanques.
Depois, são resfriados, agitados, para depois serem acrescentados polpas, corantes, saborizantes, com a embalagem feita posteriormente.
A agitação é feita com esse misturador acima
Mais informações:
contato@educapoint.com.br
Telefone: (19) 3432-2199
WhatsApp (19) 99817- 4082